 中文
中文 ENGLISH
ENGLISH

 中频电源
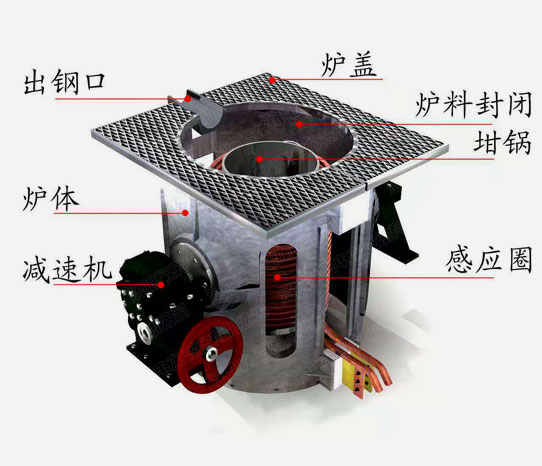
中频电源 钢壳/铝壳
钢壳/铝壳 电容组
电容组 倾倒装置
倾倒装置 电缆
电缆 坩埚膜
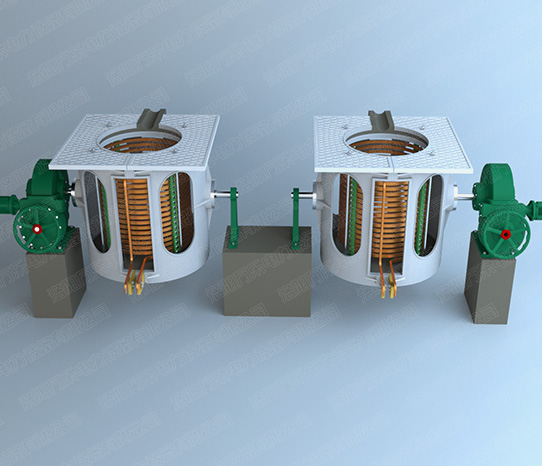
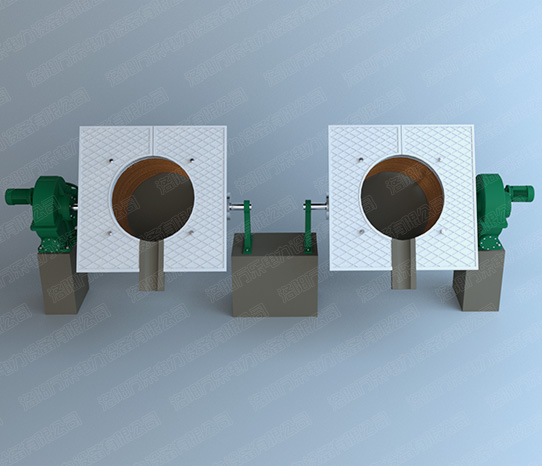
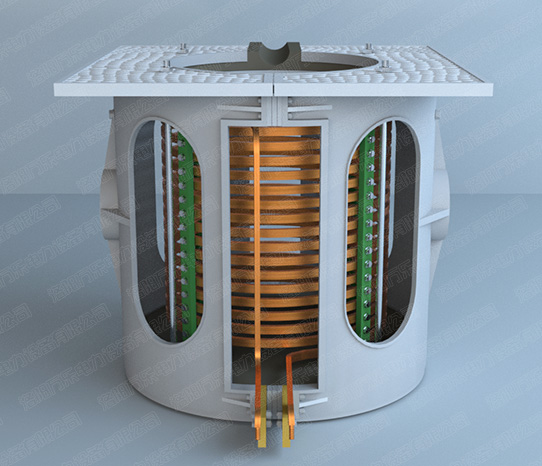
坩埚膜铝壳中频熔炼炉由中频电源柜,补偿电容器组,减速机、支架、感应圈等组成。主要用于铸铁、不锈钢、合金钢、有色金属,包括重金属(如铜、铅)和贵重金属(如金、银)的熔炼等。设备应用于冶金行业,铸造行业,非金属熔炼等行业。

| 电炉吨位(T) | 功率(KW) | 中频频率(HZ) | 变压器台数及相数 | 工频电压 | 相数及脉数 | 中频电压(V) | (1750℃)每小时出钢吨位(T) | 吨钢耗电量(度/吨) | 价格(万) |
|---|---|---|---|---|---|---|---|---|---|
| 2 | 1500 | 700 | 1×1600kva | 6φ800V | 6相12脉 | 2600 | 2.3 | 630 | 询价 |
| 万能式断路器 :兆宇;可控硅:襄樊台基;电容器:伟伟牌;水电缆:洛铜产空心电缆;铜材:洛铜产T2材质 | |||||||||
1.电炉容量以钢铁7.8的密度为标准
2.熔化时间和吨耗电量与设备匹配功率、原料形状、原料密度、工人熟练程度等因素有重要关系;
3.“吨耗电量(kwH/T)”是普通KGPS-BL并联中频电源耗电量,新型KGPS-CL串联中频电源可节电15%或以上;
4.可以根据用户需要设计不同功率,不同熔炼速度的非标产品;
产品优势
1、散热性能好,造价低,占地面积小;
2、快速熔炼、生产成本低;污染小;
3、炉体翻转倾倒方便,金属成分均匀,温度均匀易控制;
4、可从冷炉直接起熔,溶液可全部倒空,更换熔料品种方便;
5、噪音低,工作环境好;
6、根据各种金属熔炼的不同要求,精心设计;
7、各种规格的感应线圈,合理选用铜管的壁厚及规格,从而提高电能的利用率;
8、采用高性能的绝缘材料;
9、感应线圈的匝间间隙便于维修,有利于水汽释放;
10、改良工作环境,可选用集烟装置。
中频感应熔炼炉的效率和损耗
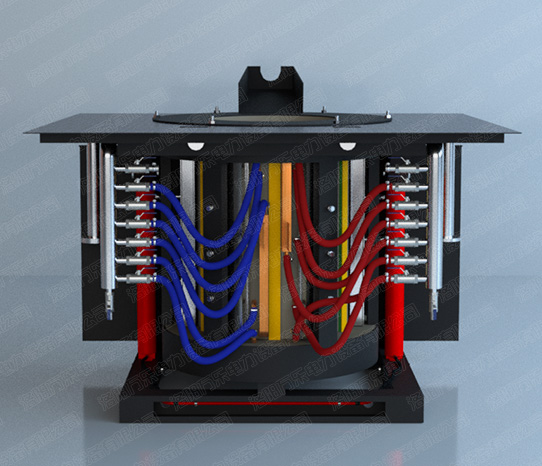
1、 感应器内流过电流引起的发热损耗:该损耗被冷却水带走。这部分损耗是系统的主要损耗,与感应器结构、炉料物理性能、加热频率相关,常用“电效率”描述此项损耗。 电效率为传输到被加热工件的能量与感应器从电源得到的能量之比。
2、热损耗:被加热工件向周围散热引起的损耗,这部分损耗仅次于感应器损耗。常用“热效率”描述此项损耗,热效率为使工件加热的净热量与工件从感应线圈得到的总热量之比。
3、传输损耗:从变频电源向负载供电的电缆、母线引起的损耗,一般在2%~7%。
4、变换损耗:电源柜内的变流元件、滤波电感、换流电感、补偿电容的损耗,一般在2%~5%。
我们的中频炉电效率为 62%,热效率能达到75%,变频损耗为3%,传输损耗为 5%
工作原理
铝壳中频熔炼炉采用了感应加热的基本原理,"感应加热"即采用电磁感应方式在负载自身产生感应电流使负载加热的方法。 又运用了电磁感应定律e=W*-dΦ/dt。













产品推荐
-
IGBT:英飞凌 断路器:兆宇 电容器:伟伟电容器 铜材:洛铜T2材质 功率:100KW-25000KW 功率因数:≥0.95相数及脉数:3相6脉、6相12脉、12相24脉 吨位不同配置不同,详情请联系客服

IGBT中频电源
-
吨位:8吨 每炉熔炼时间:50分钟 功率:6000KW 吨耗电:530度/吨 是否带磁轭:是 变压器要求:≥6000KVA磁轭覆盖:85%倾倒方式:液压站 脉数可选:6脉、12脉 配置可选:串联、并联 此参数以铁为例,如需其他请联系客服
钢壳中频熔炼炉——8吨
-
可控硅:襄樊台基 断路器:兆宇 电容器:伟伟电容器 铜材:洛铜T2材质 功率:100KW-25000KW 功率因数:≥0.95逆变:串联逆变、并联逆变 相数及脉数:3相6脉、6相12脉、12相24脉 吨位不同配置不同,详情请联系客服

KGPS中频电源
-
吨位:3吨 每炉熔炼时间:50分钟 功率:2000KW 吨耗电:580度/吨变压器要求:≥2500KVA 倾倒方式:减速机 脉数可选:6脉、12脉 配置可选:串联、并联 此参数以铁为例,如需其他请联系客服
铝壳中频熔炼炉——3吨
